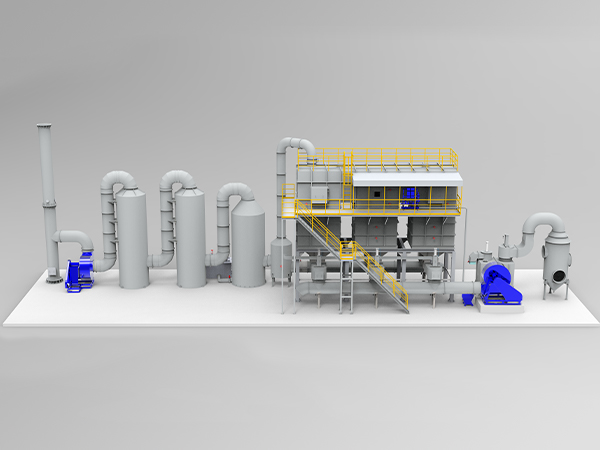
工业有机废气污染主要是指挥发性气体,主要是挥发性有机化合物。在化学生产过程中,许多产品的生产过程会导致大量有机化合物的排放,对生物和环境造成非常大的危害。RTO废气焚烧炉是一种非常常见的VOC废气处理设备,可以处理大多数VOC气体。下面介绍下RTO蓄热式焚烧炉设备处理工业有机废气的具体技术优势。
①RTO蓄热焚烧炉设备系统适用于大多数企业的有机废气处理。系统适应性强,方便性强,操作稳定。在蓄热选择方面,可根据各种工况灵活选择2室、3室、5室甚至7室以上;
②蓄热室系统采用进口高性能规则蜂窝陶瓷,换热效率高,保证热效率95%以上;
③RTO蓄热焚烧炉设备系统设计紧凑,集成度高,对场地面积要求低。
④PLC全自动控制技术,配套操作触摸屏,提高人机交互性,保证节能省力;
⑤燃料使用量小,几乎不需要燃料;
⑥配备安全排温阀,当燃烧室温超过设定限值时,打开排温阀,确保安全温度运行;
⑦有一个泄漏口。当燃烧室发生事故,炉内压力显著增加时,泄漏口自动打开,合理缓解压力,确保无更大的不良后果;
⑧多安全防护系统:非稳态控制、温度监测系统、停机报警系统及故障应急预案措施,确保蓄热焚烧炉设备系统的安全运行。

